

RP Technologie Aféierung
Rapid Prototyping (RP) ass eng nei Fabrikatiounstechnologie déi fir d'éischt aus den USA an de spéiden 1980er agefouert gouf. Et integréiert modern w?ssenschaftlech an technologesch Leeschtungen wéi CAD Technologie, numeresch Kontroll Technologie, Laser Technologie a Material Technologie, an ass e wichtege Bestanddeel vun fortgeschratt Fabrikatioun Technologie. Am Géigesaz zu traditionelle Schneidmethoden benotzt Rapid Prototyping e Formungsmechanismus, an deem geschichte Materialien iwwerlagert ginn fir en dreidimensionalen Deel Prototyp ze maschinen. Als éischt schneit d'Schichtsoftware d'CAD Geometrie vum Deel no enger best?mmter Schichtdicke, a kritt eng Serie vu Kontureninformatioun. De formende Kapp vun der rapider Prototyping Maschinn g?tt vum Kontrollsystem kontrolléiert no der zweedimensionaler Konturinformatioun. Solidifizéiert oder geschnidden fir d?nn Schichten vu verschiddene Sektiounen ze bilden an automatesch an dreidimensional Entitéiten iwwerlagert

Additiv Fabrikatioun
Am Géigesaz zu der traditioneller reduktiver Fabrikatioun benotzt RP eng Layer-by-Layer Material Akkumulationsmethod fir zolidd Modeller ze veraarbecht, sou datt et och Additive Manufacturing, (AM) oder Layered Manufacturing Technology, (LMT) genannt g?tt.
Charakteristiken vun RP Technik
Hganz flexibel, et kann all 3D zolidd Modeller vun enger komplexer Struktur produzéieren, an d'Produktiounsk?schte si bal onofh?ngeg vun der Komplexitéit vum Produkt.
CAD Modell direkt Fuert, de Formprozess ass komplett digital, keng speziell Armaturen oder Tools sinn erfuerderlech, an Design a Fabrikatioun (CAD / CAM) ass héich integréiert.
Hhéich Genauegkeet, ± 0,1 %
Hganz reduktiv, f?eg ganz fein Detailer ze maachen, d?nn Maueren
Mal Uewerfl?ch Qualitéit ass excellent
Fast Vitesse
Hganz automatiséiert: de Prozess ass voll automatiséiert, de Prozess erfuerdert keng m?nschlech Interventioun, an d'Ausrüstung kann onkontrolléiert sinn
Uwendungen vun RP Technologie
RP Technologie g?tt w?it an de Ber?icher benotzt:
Modeller (Konzeptualiséierung & Presentatioun):
Industriell Design, schnellen Zougang zu Konzeptprodukter, Restauratioun vun Designkonzepter, Ausstellung, asw.
Prototypen (Design, Analyse, Verifizéierung & Testen):
Design Verifizéierung an Analyse, Design Wiederholbarkeet an Optimiséierung etc.
Muster / Deeler (Sekund?r Molding & Casting Operatiounen & Kleng Lot Produktioun):
Vakuum Injektioun (Silikon Schimmel), Niddereg Drock Injektioun (RIM, Epoxy Schimmel) etc.
?


Uwendungsprozess vun RP
Den Uwendungsprozess kann entweder vun engem Objet uf?nken, 2D Zeechnungen oder just eng Iddi. Wann n?mmen den Objet verfügbar ass, ass den éischte Schr?tt den Objet ze scannen fir en CAD-Daten ze kréien, gitt op den Ingenieursprozess revese oder just ?nnerung oder ?nnerung an f?nkt dann den RP Prozess un.
Wann 2D Zeechnungen oder Iddi existéiert, ass et néideg fir op d'3D Modelléierungsprozedur mat der spezieller Software ze goen, an dann op den 3D-Prinningprozess ze goen.
Nom RP Prozess, k?nnt Dir de zolidd Modell fir funktionell Test kréien, Assemblée Test oder goen op aner Prozedure fir Goss no aktuellen Besoine vun Clienten.
?
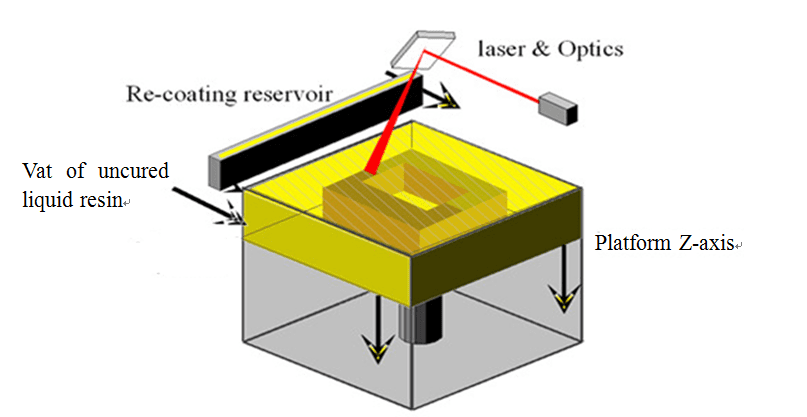
Aféierung vun SL Technologie
Den Hausnumm ass Stereolithographie, och bekannt als Laser Curing Rapid Prototyping. De Prinzip ass: de Laser g?tt op d'Uewerfl?ch vum fl?ssege fotosensiblen Harz fokusséiert a gescannt no der Querschnittsform vum Deel, sou datt et selektiv geheelt g?tt, vu Punkt zu Linn op d'Uewerfl?ch, fir d'Aush?rtung vun engem komplette Layer, an dann ass d'Heefeplattform vun enger Schichtdicke erofgesat an mat enger neier Schicht e Harz iwwerdeckt an duerch Laser geheelt bis de ganze feste Modell geformt ass.
Virdeel vun SL 3D Dréckeren vun SHDM
Hhéich Effizienz, a maximal Geschwindegkeet kann erreechen400 g/han d'Produktivitéit an 24 Stonnen kann 10kg erreechen.
Large bauen B?nn, sinn Gréisst sinn360*360*300(mm),600*600*400(mm),800*800*550(mm),1600*800*550 (mm), an aner personaliséiert Bauvolumen.
MAterial Leeschtung ass b?lleg an héich verbessert an den Aspekter vu Kraaft, Z?hegkeet an Héichtemperaturresistenz, g?eegent fir Ingenieursapplikatiounen.
Obviously verbessert an der Gréisst Pr?zisioun a Stabilitéit.
MUltiple Deeler k?nnen zur selwechter Z?it an der Kontrollsoftware behandelt ginn an et g?tt perfekt Deeler Selbstkomponéierfunktioun.
Sg?eegent fir kleng Batch Produktioun.
Unique Nest Technologie vun Harz Panzer mat verschiddene Volumen, 1 kg Harz kann gedréckt ginn, wat besonnesch fir d'Fuerschung an d'Entwécklung g?eegent ass.
RErsatzbar Harztank, verschidde Harz k?nne liicht ge?nnert ginn.
搜索
復(fù)制
Ersatzbar Harz Tank
N?mmen erauszéien a drécken, Dir k?nnt en anere Harz drécken.
Resin Tank vun 3DSL Serie ass ver?nnerbar (Ausser 3DSL-800). Fir den 3DSL-360 Drécker ass de Harztank mam Tirangsmodus, wann Dir den Harztank ersetzt, ass et néideg, den Harztank op de Buedem ze senken an zwee Sperrfanger opzehiewen an den Harztank eraus ze zéien. Pour nei resin no Botzen der resin Tank gutt, an dann opgehuewe de Sperrfanger an dréckt den resin Tank an den Dréckersp?icher a Sp?r gutt.
3DSL 600 ass mat der selwechter resin Tank System. Et gi 4 Tr?ppelen ?nner dem Harzbeh?lter fir erauszezéien an eran ze drécken.
?
搜索
復(fù)制
Optesch System-M?chteg staark Laser
3DSL Serie SL 3D Dréckeren adoptéiert der héich m?chteg staark Laser Apparat vun3Wa kontinuéierlech Ausgangswellel?ngt ass 355nm. Ausgangskraaft ass 200mw-350mw, Loftkillung a Waasserkühlen si fakultativ.
(1). Laser Apparat
(2). Reflektor 1
(3). Reflektor 2
(4). Beam Expander
(5). Galvanometer


Héich Effizienz Galvanometer
Max Scan Geschwindegkeet:10000 mm/s
Galvanometer ass e spezielle Schwenkmotor, seng Basistheorie ass d'selwecht wéi den aktuelle Meter, wann e gew?sse Stroum duerch d'Spule passéiert, w?ert de Rotor e gew?sse Wénkel divergéieren, an den Oflehnungswinkel ass proportional zum Stroum. Also de Galvanometer g?tt och Galvanometer Scanner genannt. Zwee vertikal installéiert Galvanometer bilden zwou Scannerrichtungen vun X an Y.
Produktivitéit Test-Auto Motor Block
Testen Deel ass en Autosmotorblock, Deelgréisst: 165mm × 123mm × 98.6mm
Deelvolumen: 416cm3, Dréckt 12 Stéck zur selwechter Z?it
Gesamtgewicht ass ongeféier 6500g, Dicke: 0.1mm, Strickle Geschwindegkeet: 50mm/s,
Et dauert 23 Stonnen bis f?erdeg,Duerchschn?tt 282g / h

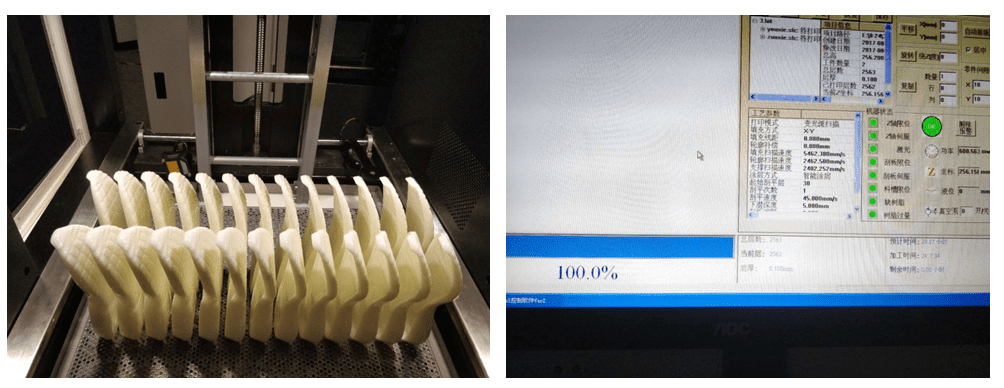
Produktivitéit Test - Schong Sole
SL 3D Dréckersp?icher: 3DSL-600
Dréckt 26 Schongsohlen zur selwechter Z?it.
Et dauert 24 Stonnen bis f?erdeg
Moyenne 55 Minfir eng Schong Sole
搜索
復(fù)制

Download Broschür
Applikatioun Ber?icher






Educatioun
Rapid Prototypen
Automobil
Casting
Art Design
Medizinesch
Post Z?it: Jan-23-2024